Benchmark Case | Korean Byucksan Group ×Multiway Robotics: Drive-in Rack Automation Project Implemented, Efficiency Boosted by 30%+
Date:2025-09-22
Byucksan Group (주)벽산, a renowned Korean building materials manufacturer, has undergone a transformative shift toward intelligent warehousing and logistics systems at its Hongseong factory in recent years. Facing challenges in handling large-volume, heavy-weight building materials (with individual pallets weighing up to 1,000kg), narrow aisles, high-level stacking, low manual operation efficiency, and high safety risks, Byucksan Group partnered with Multiway Robotics to develop an industry-leading unmanned drive-in rack solution. This initiative has achieved a comprehensive automation upgrade across the entire warehouse process.
As the core production base of Byucksan Group, Hongcheng Factory's high-frequency daily warehousing operations place extremely demanding requirements on its logistics system. While the drive-in racking system significantly increases storage density, its characteristics—narrow aisles, deep stacking, and large cargo dimensions—pose exceptionally stringent challenges for the unmanned forklift system:
Unmanned forklifts must execute millimeter-level storage and retrieval within tight aisles, demanding exceptional positioning and control precision;
Goods frequently feature oversized pallets or stretch-wrapped packaging, requiring intelligent recognition and adaptive capabilities;
In high-stacking environments, even minor deviations can cause cargo damage or safety incidents, necessitating flawless system stability and reliability.

Multiway custom-designed the MW-SE30 counterbalanced unmanned forklift for this project. Integrated with its proprietary Warehouse Management System (WMS) and Dispatch System (RCS), it delivers an industry-leading automated drive-in rack solution, achieving unmanned, intelligent management from inbound to outbound operations.
Vehicle Specification: Counterbalanced Unmanned Forklift MW-SE30
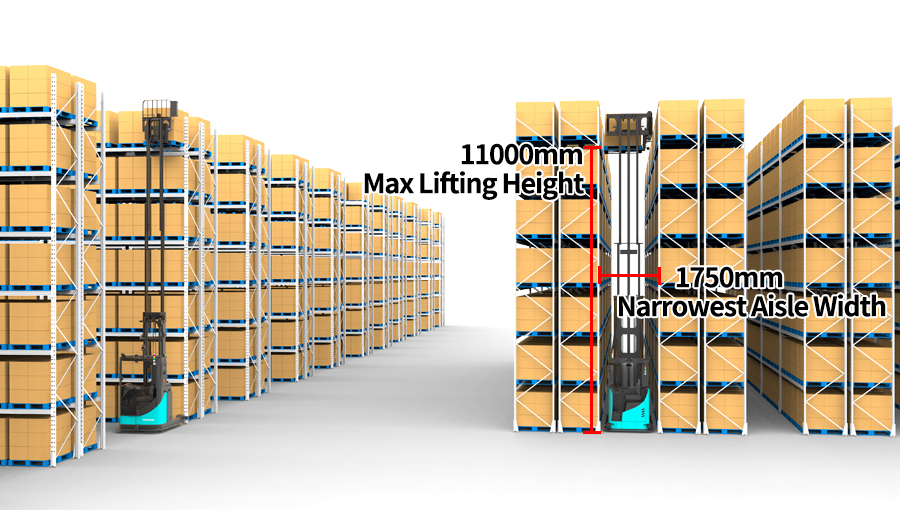
±5mm high-precision positioning, supporting stable operation at 3.5m high-level racks;
Intelligent vision system automatically identifies non-standard pallets like wrapped or oversized ones;
Supports automatic charging for 24/7 continuous operation, significantly boosting operational efficiency.
System Synergy: WMS + RCS + PAD Terminal
Warehouse Management System (WMS) enables visual inventory management and intelligent inbound/outbound strategies, preventing empty or misplaced storage locations;
The Dispatch System (RCS) intelligently plans travel routes and coordinates multi-vehicle operations, ensuring efficient scheduling in complex aisles;
PAD terminals simplify operations, enabling frontline personnel to quickly assign tasks and lower the usage threshold.
360° Comprehensive Safety Protection
Vehicle Safety: Multi-layered protection including 3D LiDAR, underbody obstacle avoidance radar, audible/visual alerts, emergency stop buttons, and safety touch edges; semantic obstacle avoidance identifies pedestrians and forklifts for intelligent decision-making;
Operational Safety: Automatic pallet location recognition, intelligent alignment correction during loading/unloading, mast tilt detection, and precise stability during high-level operations;
Charging Safety: Full-chain temperature and current monitoring with immediate power cutoff and alarm upon anomalies.

Buiness Process: Safe, Precise, and Fully Controllable Unmanned Operations
Multiway Robotics System achieves intelligent management throughout the entire process from inbound to outbound, ensuring every step is safe and reliable:
Intelligent Inbound Process: Upon arrival at designated inbound points, the WMS system intelligently assigns optimal storage locations. Unmanned forklifts precisely execute commands, smoothly transporting goods to specified storage positions within drive-in racks—all without human intervention.
Safe Outbound Process: Unmanned forklifts navigate to racks per system instructions for precise picking. En route to the outbound point, they first perform intelligent laser scanning of the unloading zone to confirm no obstructions or personnel presence before completing the drop-off. This eliminates duplicate stacking, cargo collisions, and human-vehicle safety risks, ensuring full control, reliability, and traceability throughout the outbound process.

Through the implementation of the complete Multiway system, the Hongcheng factory achieved significant operational upgrades:
Fully automated processes drastically reduced inventory handling time.
Automated drive-in rack operations significantly improved space utilization.
Intelligent obstacle avoidance and early warning mechanisms effectively reduce risks associated with mixed pedestrian and vehicle traffic.
Supports future production line expansion and large-scale upgrades.

Multiway Robotics is a globally leading provider of intelligent logistics solutions, dedicated to empowering the intelligent upgrade of warehousing, manufacturing, and logistics scenarios through robotic technology. Its product portfolio encompasses hardware solutions including unmanned forklifts, AMRs, unmanned tuggers, and four-way shuttles, alongside software systems such as Multiway Cloud, WMS, RCS, and WCS. The company has served numerous Fortune 500 enterprises, helping clients achieve cost reduction, efficiency gains, and digital transformation.




Offices
United States ● Atlanta l Germany ● Duisburg
Korea ● Seoul l Japan ● Tokyo l China ● Shenzhen
Tel: +86-133-9286-4873
Email: sales@mw-robot.com




Message