-
Carretilla Automatizada
Soluciones informáticas
Carretilla Automatizada
Soluciones informáticas

Casos prácticos
Tres recompra en un año
Un proyecto con alto nivel de satisfacción del cliente
El cliente es una empresa de gran prestigio en el sector de envases y embalajes alimentarios, especializada en impresión para envases, producción y comercialización de tapones, con múltiples plantas de fabricación a gran escala. Sus productos y servicios se destinan a reconocidas marcas del sector de bebidas alcohólicas y a numerosos clientes de las industrias de aceites comestibles, bebidas y condimentos.
Impulsado por la ola de la fabricación inteligente, y con el objetivo de responder al crecimiento del negocio y resolver problemas de trazabilidad de materiales y escasez de mano de obra, el cliente comenzó a planificar de forma proactiva su transformación logística. En colaboración con Multiway Robotics, se construyó un sistema logístico automatizado y flexible, incorporando decenas de carretillas autónomas tipo palet Wefront X20, que permiten un flujo eficiente de materiales desde la alimentación de líneas hasta la entrada y salida de almacén.
En el plazo de un año, el cliente realizó tres adquisiciones consecutivas, replicando con éxito la solución de carretillas autónomas en sus plantas de Yantai, Baoji y Deyang. Esta recompra continua demuestra no solo el alto nivel de satisfacción con los productos y servicios de Multiway Robotics, sino también el valor probado de las soluciones de logística inteligente en la reducción de costos y la mejora de la eficiencia.
Despliegue en la nube
Control remoto de la logística de planta
En este proyecto se implementó una solución integrada de hardware y software, compuesta por Wefront X20 + Sistema de Gestión de Almacenes (WMS) + Sistema de Programación (RCS) + Sistema de Control de Equipos (WCS), junto con tecnología de reconocimiento de la postura del palet.
Como uno de los productos estrella de Multiway Robotics por volumen de entregas, Wefront X20 destaca por su funcionalidad práctica, diseño compacto y experiencia de interacción hombre–máquina. Tras la puesta en marcha del proyecto, el sistema de carretillas autónomas se integró con puertas automáticas, ascensores y equipos inteligentes de las líneas de producción, permitiendo la manipulación automatizada de casi un centenar de palets por hora.
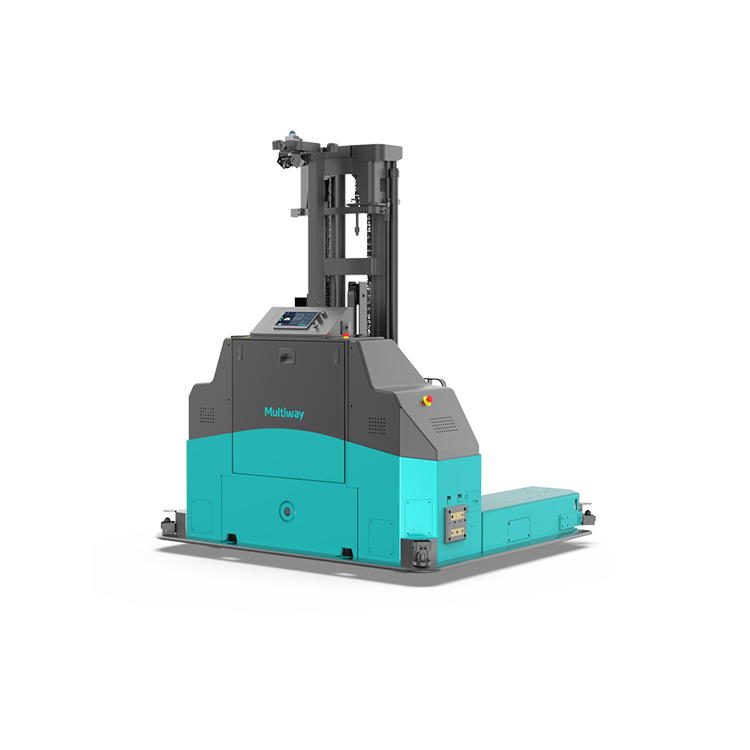
Wefront X20
Con un peso propio de solo 460 kg y una capacidad de carga de hasta 2.000 kg, Wefront X20 ofrece una alta flexibilidad operativa y bajos requisitos sobre la capacidad portante del suelo. Es capaz de utilizar ascensores, cambiar de planta y realizar transporte entre niveles, lo que lo hace especialmente adecuado para escenarios de múltiples plantas, almacenes de apilado en suelo y pasillos ultraestrechos, mejorando de forma efectiva el aprovechamiento del espacio en fábrica.

En escenarios donde no se dispone de servidores locales, los sistemas de Multiway Robotics admiten despliegue en la nube, con capacidad para la programación y gestión de grandes flotas de robots. En la nube se realizan funciones como planificación de rutas multi-vehículo, control inteligente del tráfico interno y asignación automática de tareas.
Para clientes con múltiples fábricas, el sistema permite visualizar remotamente el estado de las plantas y el funcionamiento de los vehículos desde una plataforma centralizada.
Mediante la integración con el sistema MES del cliente, se logra la sincronización en tiempo real de la información de materiales, la emisión inmediata de tareas y una colaboración eficiente entre personas y robots. De este modo, se conectan de forma integral el flujo de equipos, el flujo de materiales y el flujo de información, elevando significativamente el nivel de gestión digital del almacén y generando valor continuo para el cliente.
Gracias a sus productos robóticos de alta calidad y soluciones industriales especializadas, Multiway Robotics ha sido ampliamente adoptada a nivel global, logrando mejoras tangibles en la eficiencia logística. Hasta la fecha, la compañía ha prestado servicios a más de 400 clientes, cubriendo más de 20 sectores industriales, incluidos alimentos, farmacéutico, automoción, maquinaria, industria química y cadena de frío.

Línea directa de asistencia
+86 133 9286 4873
Correo electrónico: sales@mw-robot.com




Envíenos un mensaje